直径小于0.5的孔有什么加工方法?
1、线切割:此种工艺加工低于0.5mm的孔,孔径周边会有一些缺陷。由于线切割会产生一些油污等,需要后期清理,清洗要干净。另外,线切割由于丝的快慢直接影响到孔径的垂直边的直线度,所以尽量用使用慢走丝加工。关键处在下刀和收刀口的衔接部份,需要后期毛剌的抛光处理。相对来说效率比较低,而且对于一些超薄材料的加工,不太适合。
2、激光加工低于0.5mm的孔比线切割的效率要快。但也存在加工的一些不足,比如:下刀和收刀口的棱边处理。由于激光是通过光温烧切材料,容易在孔径的周边存留一下残渣,残渣的颜色都是黑色,而且很难清理。激光加工的最小的孔可以达到0.1mm,甚至更小的孔。但是,放大N倍后,波浪纹的存在是其最大的缺陷。另外,激光加工低于0.5mm的孔容易通过高温改变材料的性质,对于一些特殊材料的材料,容易产生影响。
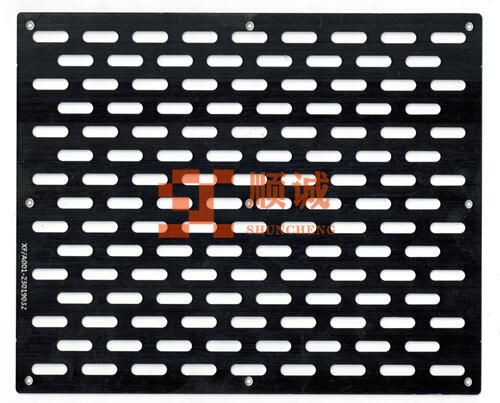
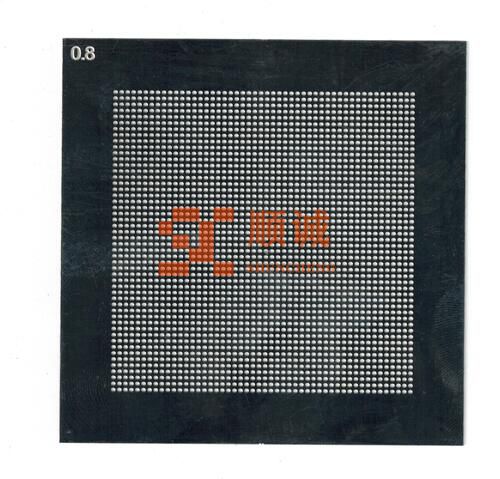
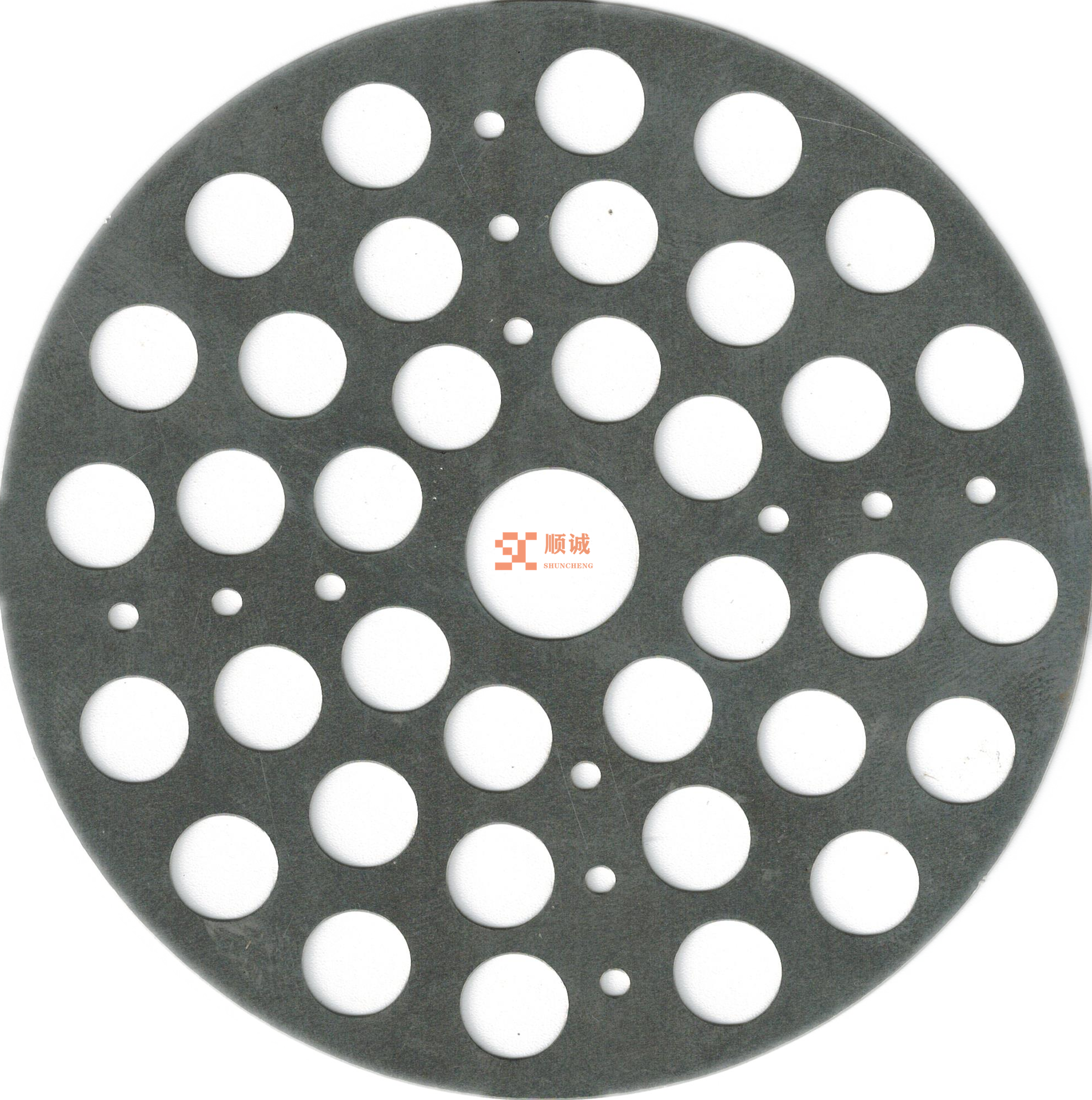
3、蚀刻工艺:材料厚度决定了必须使用哪种工艺。顺诚五金蚀刻工艺能很好的解决低于1mm的孔生产问题。主要应用为:蚀刻工艺。这种工艺可以有效的和使用的材料厚度相配套,解决低于0.5mm的孔怎么加工的问题。特别是针对一些密集,公差要求高的小孔有很独到的加工方式。加工后的小孔壁无毛剌,孔径均匀,且真圆度好。当这种密集或不密集的小孔产品需要大批量生产时,蚀刻工艺也可以积极应对。
蚀刻工艺解决低于0.5mm的孔问题时,必不可少的环节需要受到材料厚度的限制。如:开直径0.2mm小孔蚀刻加工的时候,使用的材料厚度必须在0.08mm左右,如厚度大于0.08mm的时候,就不适用蚀刻工艺来解决0.2mm小孔加工的问题了。因为,此时由于化学蚀刻的药剂的扩张性无法满足蚀刻量。